VI. Nerastavljivi spojevi
Nerastavljivi spojevi su takvi spojevi kod kojih pri namjernom ili željenom rastavljanju uvijek dođe do oštećenja barem jedne ili svih pozicija koje su bile u nerastavljivom spoju.
U instalacijskoj tehnici, u nerastavljive spojeve ubrajamo:

- navojne nerastavljive spojeve,
- zavarene spojeve,
- lemljene spojeve,
- pritisne spojeve,
- spojeve s pritisnim čahurama,
- utične spojeve za višeslojne cijevi,
- spojeve s navlačenjem prstenova,
- lijepljene spojeve za polimerne cijevi.
- Navojni nerastavljivi spoj u instalacijskoj tehnici

Navojni nerastavljivi spoj primjenjuje se za spajanje čeličnih cijevi u:
- instalacijama za pitku vodu,
- u instalacijama za grijanje i u
- plinskim instalacijama do 0.1 bar.
Sličan je rastavljivom dugom navojnom spoju.
Kod ovog spoja spojnik, odnosno fiting, ima unutarnji navoj cilindričnog oblika, a cijev koja ulazi u spojnik ima koničan navoj s omjerom konusa 1:6 (slika 4-7).
Ovdje je riječ o Withwordovom cijevnom navoju, koji se obilježava s primjerice R1/2".
Ostvarivanje spoja
-
Ovaj spoj se ostvaruje tako da se cijev s vanjskim koničnim navojem najprije postavi u spojnik s cilindričnim unutarnjim navojem te ručnim okretanjem ostvaruje spoj približno do 2/3 (dvije trećine) ukupne dužine navoja (slika 4-7).
-
Zatim se pomoću alata, točnije prikladnih kliješta (vodoinstalaterskih kliješta "Rolcange"), pritegne preostali dio navoja kako bi se ostvarila nepropusnost.


Vodoinstalaterska kliješta "Rolcange" (lijevo - s ravnim kljunom, desno - s zaobljenim kljunom)
Brtvljnje nerastavljivog navojnog spoja
Brtveno sredstvo i ovdje je kudjelja s lanenim uljem ili brtvenom pastom, brtvene trake impregnirane brtvenim sredstvom, teflonske trake itd.
Tablica 4-1 daje nam uvid u nerastavljivom spoju. Kod ovog slučaja spajanja spojnici (fitinzi) izrađeni su od temperiranog lijeva i isporučuju se u različitim veličinama.


-
Zavareni spojevi u instalacijskoj tehnici
Zavareni spojevi primjenjivi su kod čeličnih, bakrenih i polimernih cijevi.
- Plinsko zavarivanje
Plinsko zavarivanje je postupak spajanja osnovnog materijala i dodatnog materijala s pomoću topline koja se dobiva izgaranjem gorivog plina u kisiku (O), u ovom slučaju acetilena (C2H2) ili još poznat kao dissous plin.
Dissous plin (disu plin) je acetilen (C2H2) otopljen u acetonu.
-
primjenjuje se za plinsko zavarivanje, plinsko rezanje i za tvrdo lemljenje
-
bez boje mirisa i okusa
-
skladišti se u čeličnim bocama u koje se prethodno ulije određena količina acetona, zbog toga se zove disu plin
-
jedna čelična boca obujma 40 litara koja se nalazi pod tlakom od 15 bara nalazi se 16 litara acetona i 5900 litara acetilena
-
smjesa acetilena i zraka je EKSPLOZIVNA
-
u manjim količinama acetilen nije otrovan, u većoj količini djeluje narkotično
-
relativna gustoća mu je manja od 1 (d<1), što ga čini lakšim od zraka što znači da se ne nakuplja na podu i lako ga je istjerati iz prostorije zračenjem prostorije.
Pribor za plinsko zavarivanje

-
Boca za kisik (O), ima volumen od 40 l, a u nju se može stlačiti 6000 litara kisika s tlakom od 0,2 do 2,45 bara. Obično je plave boje.
-
Boca za acetilen (disu plin) ima volumen od 40 l. Tlak joj je 15 bar. Acetilen se u boce sabija u acetonu. Boca je obično žute boje.
-
Redukcijski ventil. Pomoću redukcijskog ventila služi ta tlak iz boce smanjimo na potrebni radni tlak.
-
Gumeno crijevo za dovođenje plinova sa redukcijskih ventila do rukohvata. Plavo crijevo za kisik (O), crveno crijevo za plin.
-
Plamenici za zavarivanje mogu biti niskotlačni i visokotlačni. U instalacijskoj tehnici u primjeni su niskotlačni plamenici (slika 4-21).

Redoslijed pri paljenju i gašenju plamena:
1. PALJENJE
- prvo se otvara dovod kisik (O), pa se otvara zatim otvara dovod Acetilen (C2H2) !
2. GAŠENJE
- prvo se prekida dovod Acetilen (C2H2). a zatim se prekida dovod kisika (O) !
Kod plinskog zavarivanja dodatni je materijal šipkastog oblika čiji sastav odgovara svojstvima osnovnog materijala. Promjer šipke ovisi o debljini osnovnog materijala.
Napomena
Kada je riječ o magistralnim cjevovodima, koji transportiraju medije na veće udaljenosti, tada operacija zavarivanja igra važnu ulogu. Zavareni spojevi moraju imati zajamčenu kvalitetu, a to se postiže na sljedeći način:
- propisana je tehnologija zavarivanja
- zavarivačke radove izvodi atestirani zavarivač s ispravnim aparatima i propisanim elektrodama
- zavareni spojevi se snimaju, a moguće greške ispravljaju.
Ovdje dolaze do izražaja i drugi postupci zavarivanja, poput elektrolučnog zavarivanja ili nekih postupaka elektrolučnog zavarivanja u zaštitnom plinu, primjerice TIG postupak zavarivanja.
Kod cijevi od polimernog materijala (PE-HD) spajanje se izvodi posebnim postupcima prikladnim za taj materijal - fuzijskim zavarivanjem.
-
Zavarivanje polimernih cijevi
Polifuzijsko zavarivanje izvodi se uređajem, polifuzorom (tzv. pegla - slika 4-22)

Polifuzor je uređaj koji istovremeno s jedne strane (grijaćim trnom), zagrijava vanjski promjer PP-R cijevi, a s druge strane zagrijava (grijaćim tuljkom) unutarnji promjer spojnice. Zagrijan na temperaturu od 260°, polifuzor u relativno kratkom vremenskom periodu, dovodi spojne površine cijevi i spojnice, u polu-rastaljeno "gnjecasto" stanje.
Zagrijavanje se spojnika je određeno parametrima, koji su tablično propisani:
-
Ovisno o promjeru cijevi i spojnice, propisana je dubina zavarivanja,
-
Ovisno o promjeru cijevi propisano je vrijeme zagrijavanja (koliko dugo ćemo zagrijavati cijev i spojnicu),
-
Ovisno o promjeru cijevi i spojnice, propisano je vrijeme zavarivanja /koliko vremena imamo nakon zagrijavanja da nataknemo spojnicu na cijev),
-
Ovisno o promjeru cijevi i spojnice, propisano je vrijeme hlađenja (nakon koliko vremena je spoj spreman za protok medija).
Parametri polifuzijskog zavarivanja:

Priprema polifuzora:
Prije početka obrade i zavarivanja, polifuzor je potrebno:
-
Izvaditi iz kofera te ga postaviti na radni stol,
-
Montirati odgovarajući grijaći tuljak i trn, koristeći imbus ključ iz kompleta u koferu,
-
Pozicionirati ga na mjesto, gdje neće smetati za dok se vrši obrada, kako bismo izbjegli opekotine ruku,
-
Spojiti ga na električnu mrežu, kako bi se dovoljno zagrijao dok budemo spremni vršiti zavarivanje,
-
Kada se polifuzor zagrije, znači da je postigao temperaturu od 260°C, te će na njemu početi treptati žuta LED dioda.

Provjera temperature polifuzora termometrom

Postupak obrade i zavarivanja:
Obrada cijevi:
Zavarivanje:
1.

Rezanje cijevi na potrebnu mjeru.
5.

Zagrijavanje cijevi i spojnice (držati se podataka iz tablice za dani promjer cijevi).
2.

Obilježavanje dubine zavarivanja prema tablici, ovisno o promjeru cijevi, prema tablici parametara zavarivanja
6.

Spajanje, učvršćivanje (držati se tablicom propisanog vremena zavarivanja).
3.


Ljuštenje vlakana u srednjem sloju (fazer sloj ili Al sloj), ako zavarujemo kompozitne cijevi s vanjskom cijevi iz PP-R.
7.

Poravnavanje fitinga i cijevi, fiting se ne smije rotirati, a poravnavanje se mora obaviti u vremenu zavarivanja, koje je propisano tablicom parametara zavarivanja.
4.

Alat za ljuštenje srednjeg sloja kod kompozitnih cijevi. Dubina ljuštenja, podešava se vijkom.
8.

Slika prikazuje rezultat zavarivanja. Trajni homogeni spoj cijevi i spojnice, bez vidljive granice spojnice i cijevi, jer je došlo do fuzije materijala spojnice u materijal cijevi.
Video - postupak spajanja PP-R cijevi:
-
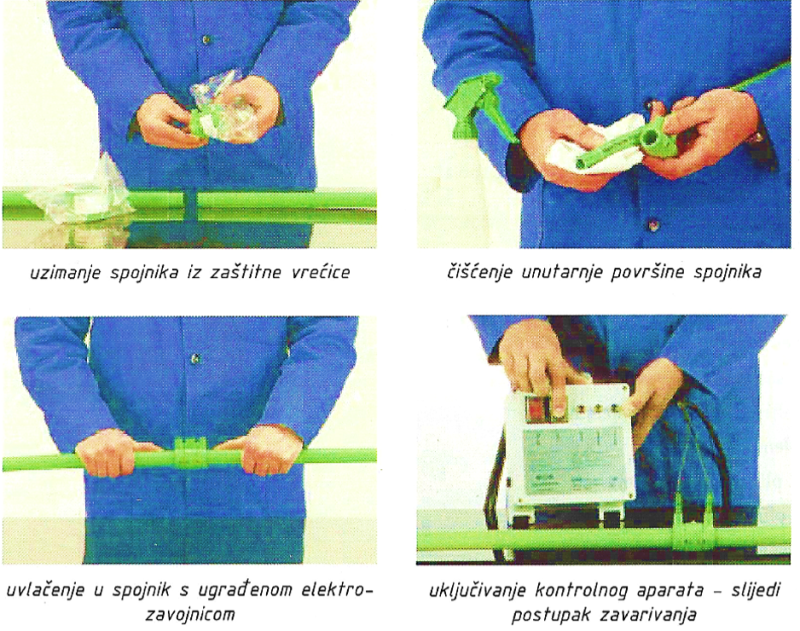
Spajanje elektrofuzijskim spojnicama

Elektrofuzijsko zavarivanje PEHD cijevi

Elektrofuzijsko spajanje je tehnika zavarivanja elektrofuzijskim spojnicama koje u sebi imaju grijač, pomoću aparata - uređaja za zavarivanje.
Elektrofuzijsku spojnica smijemo izvaditi iz zaštitne vrećice tek neposredno prije samog zavarivanja.
Uređaj na sebi ima čitač bar kodova, a na vrećici ili spojniku se nalazi bar kod. Čitačem se očita bar kod na vrećici, što automatski podešava parametre zavarivanja, u skladu sa spojnikom kojem vrećica pripada.
Pritiskom na prekidač START započinje postupak zavarivanja, a kontrolno zeleno svjetlo znak je za završetak postupka zavarivanja.
Slika 4-24 prikazuje postupak zavarivanja elektrofuzijskih spojnika.
Slika 4-24 - Faze zavarivanja elektrofuzijskih spojnika
-
Lemljeni spojevi u instalacijskoj tehnici

Lemljeni spojevi primjenjuju se na bakrene i precizne (tankostjene) čelične cijevi.
Lemljenje je postupak spajanja dvaju metala s pomoću dodatnog metala, leme, čija je točka tališta niža od točke taljenja metala koji spajamo.
Lemljenje može biti:
-
meko lemljenje je lemljenje pri kojem je točka tališta lema niža od 450 °C.
-
tvrdo lemljenje je postupak lemljenja pri kojem je točka tališta lema viša od 450 °C.
Izvor topline za meko i tvrdo lemljenje jest plamen, kojim se zagrijava spojno mjesto do temperature tališta lem žice.
Za meko lemljenje toplinu dobivamo plinskim plamenom, preko plinske lemilice.
Kod tvrdog lemljenja u većini slučajeva koristimo plamenik - brener za plinsko zavarivanje.
Sastav dodatnog materijala - lema - odabiremo prema materijalima dijelova koje lemimo, kako je prikazano u tablici 4-3.
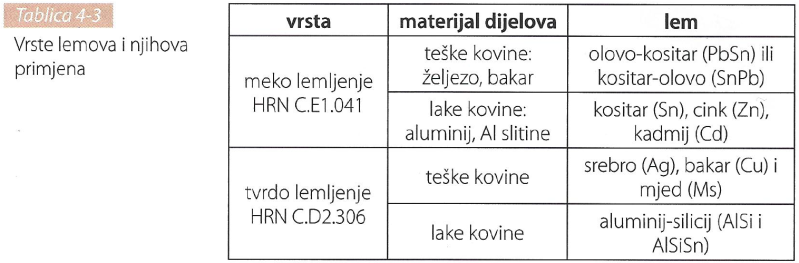
Kapilarno lemljenje je ono kod kojeg je zazor između dijelova koje lemimo manji od 0.5 mm. Kada je u pitanju zazor veći od 0.5 mm, riječ je o gravitacijskom lemljenju - to unači da se ispunjavanje zazora vrši samo težinom rastaljenog lema gravitacijsko lemljenje.
U instalacijskoj tehnici koristimo kapilarno djelovanje prilikom spajanja lemljenjem spojnika i cijevi:


Pribor i oprema za meko lemljenje i čišćenje spojeva s bakrom:
Alat i pribor za obradu:

Alat i pribor za spajanje mekim lemljenjem:

Postupak spajanja:
1. Rezanje bakrene cijevi

2. Čišćenje spojnih površina

3.Zagrijavanje spojnog

4.Dodavanje leme

Dimenzioniranje spojnice
Kako bismo znali odrediti potrebnu duljinu cijevi (na koju duljinu je cijev potrebno odrezati), moramo znati odrediti karakteristiku spojnice "Z".
Karakteristika spojnice jest veličina za koju je potrebno skratiti cijev, kako bismo ispoštovali konstrukcijsku mjeru cijevnog spoja.

Izračun karakteristike spojnice

1. Izmjeriti duljinu L
L = 34 mm
2. Izmjeriti duljinu ulaza cijevi u spojnicu U
U = 13 mm
3. Izračunati Z:
Z = L - U = 34 - 13 = 21 mm
4. Izračunati potrebnu duljinu cijevi La:

Dimenzija Z, prema uputama proizvođača Viega, za koljeno CuØ12 – Ø54/90°:

Video - postupak spajanja Cu cijevi mekim lemljenjem:
-
Pritisni spojevi u instalacijskoj tehnici
Pritisni (press) spojevi primjenjuju se kod onih instalacija gdje bi možda zagrijavanje prilikom lemljenja ili zavarivanja izazvalo neželjene posljedice u materijalu.
Ovaj postupak spajanja primjenjuje se kod cijevi od bakra i čelika te višeslojnih cijevi.
Tvrtka "Viega" razvila je sustav spajanja pritiskom do savršenstva. Spojnici za ovaj način spajanja posebno su izvedeni, kao što se vidi na slici 4-8 ili na slici 3-21 i 3-22:


A) Postupak spajanja bakrenih cijevi uprešavanjem:
1.

-
Cijev rezati rezačem cijevi ili pilom za metal s finim zupcima.
-
Izbjegavajte brazde na površini cijevi.
2.

-
Odstraniti srh s unutarnje i vanjske strane cijevi.
3.

-
U press spojnici se nalazi ispravni brtveni element.
-
Provjeriti da je brtveni element je neoštećen.
-
Provjeriti da li je brtveni element ispravno naliježe u žlijeb.
4.
-
Nataknuti press spojnicu do graničnika na cijev.
5.

-
Obilježiti dubinu umetanja.
6.

-
Otvoriti čeljust za prešanje te je pod pravim kutom postavite na press spojnicu.
-
Na temelju oznake provjeriti dubinu umetanja.
-
Uvjeriti se da se čeljust za prešanje nalazi na sredini žlijeba press spojnice.
7.

-
Izvršiti postupak prešanja.
-
Otvoriti i uklonite čeljust za prešanje.
-
Spoj je sprešan.
Video - postupak uprešavanja Cu press spojnica
B) Postupak spajanja višeslojnih cijevi uprešavanjem:
1.

Rezanje cijevi:
Rezanje višeslojne cijevi nazivnog promjera od Ø 16 - 25 mm, mogu se rezati specijalnim škarama
Rezanje višeslojne cijevi nazivnog promjera Ø 32 - 63 mm režu se cijevnim rezačem.
2.


Kalibriranje ruba cijevi:
Krajeve cijevi ≥ 25 mm i deformirane krajeve cijevi prije prešanja izravnajte alatom za kalibriranje, te skosite rubove unutarnjeg i vanjskog promjera cijevi.
Utaknuti alat za kalibriranje do graničnika.
Okretanjem kalibrirajte cijev.

Skošenje ruba cijevi kalibratorom
3.


Umetanje spojnice:
Umetnite cijev u press spojnicu tako da kraj cijevi bude vidljiv u
kontrolnom oknu.
Provjerite dubinu umetanja u kontrolnom oknu.
4.


Uprešavanje:
a) Uprešavanje električnom alatom:
-
Otvoriti čeljust za prešanje te ju pod pravim kutom postavite na spojnicu. Izvršiti postupak prešanja.
b) Uprešavanje ručnim alatom:
-
Otvorite ručni press alat pa ga pod pravim kutom postavite na spojnicu. Izvršite postupak prešanja.
Pribor za obradu cijevi:

Škare za rezanje cijevi

Skidač srhova

Kalibrator za ispravljanje deformacija nastalih rezanjem cijevi škarama. Veličina kalibratora ovisi o promjeru cijevi.
Video - spajanje višeslojnih cijevi
Dimenzioniranje spojnice
Kako bismo znali odrediti potrebnu duljinu cijevi (na koju duljinu je cijev potrebno odrezati), moramo znati odrediti karakteristiku spojnice "Z". Karakteristika spojnice jest veličina za koju je potrebno skratiti cijev, kako bismo ispoštovali konstrukcijsku mjeru cijevnog spoja.

Slika prikazuje cijevni sklop, te je na njoj kotirana konstrukcijska mjera, duljina razmaka između dvije spojnice LA=1000 mm, no cijev ne možemo odrezati na mjeru LA, već je moramo skratiti za karakteristike spojnice, što je potrebna duljina cijevi La.

Karakteristika spojnice Z je kod ozbiljnih proizvođača tablično propisan.

No u tehničkoj praksi instalateri se susreću sa različitim proizvodima, pa je nužno znati kako izračunati karakteristiku spojnice "Z".
Izračun karakteristike spojnice

1) Odrediti duljinu spojnice L, mjerenjem, pomičnim mjerilom:

2) Izmjeriti duljinu ulaza cijevi u spojnicu U:

3) Od duljine L oduzeti ulaz cijevi U , kako bismo izračunali karakteristiku spojnice:

4) Dakle potrebna duljina cijevi La , je:


-
Spojevi s pritisnim čahurama
Spojevi s pritisnom čahurom primjenjivi su za spajanje polimernih i višeslojnih cijevi.
Alati kojim se izvodi spajanje gotovo su jednaki alatu za pritisne spojeve, a to su kliješta koja mogu biti različitih izvedbi, ovisno o proizvođaču.
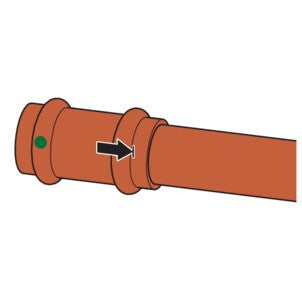
Slika 4-15 objašnjava postupak spajanja.
Kod ovog spajanja nakon rezanja vršimo proširivanje s pomoću posebnog alata, zatim na cijev navlačimo čahuru te na kraju sve navlačimo, odnosno postavljamo na spojnik. Potom kliještima za prešanje vršimo prešanje preko čahure.
Faze spajanja višeslojnih polimernih cijevi s pomoću pritisnih čahura:
1.

Cijev okomito skratiti škarama - ne rabiti nož ili pilu.
2.
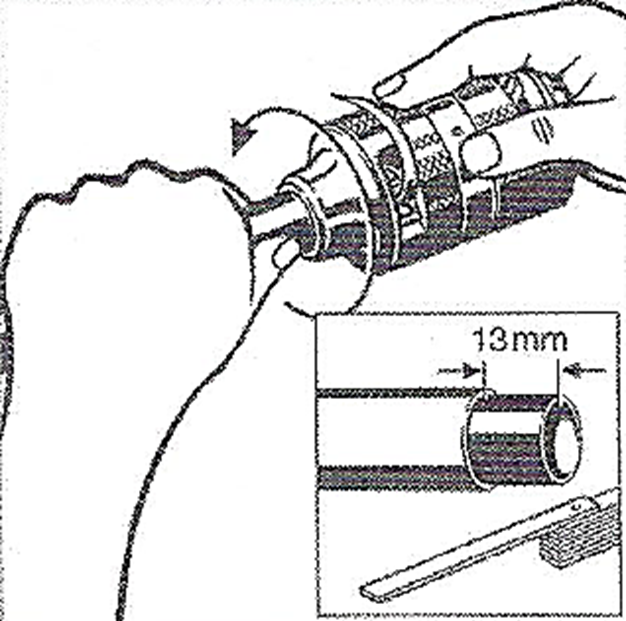
PE - plašt i aluminijski sloj oguliti u duljini od 13 mm, alatom za guljenje.
3.

Na kraj cijevi nataknuti čahuru - tuljak za prešanje
4.

Cijev nataknuti na spojnik.
5.

Na otvor na čahuri prekontrolirati dubinu utaknuća (spojnik se ne smije vidjeti od cijevi).
6.

Kliješta za prešanje postaviti okomito.
Pokrenuti postupak prešanja pri čemu kliješta za prešanje treba stezati sve dok se ne mogu otvoriti.

-
Tehnologija spajanja pomicanjem prstenova

Ovaj postupak spajanja, također je vrsta pritisnih nerastavljivih spojeva te je namjenjen za spajanje višeslojnih cijevi, gdje se spoj ostvaruje aksijalnim navlačenjem prstena na cijev koja se prethodno postavi na spojnik.
Tvrtka TECE se na tržištu izdvaja kao jedna od vodećih tvrtki koja je patentirala jedan od najkvalitetnijih sustava spajanja pomicanjem prstenova.
Spojnice:
Spojnica od bronca/silicijska bronca za spajanje višeslojnih cijevi steznim navlakama bez O-prstena.
Brončane i mesingane spojnice prikladne su za izradu razvoda pitke vode.
Neki tipovi spojnica za spajanje postupkom navlačenja prstenova:









Stezne navlake i cijevi:
Stezna navlaka za višeslojnu cijev

Stezna navlaka za potpuno plastičnu cijev

Višeslojna cijev

PE-Xc/Al/PE-RT
Potpuno plastična cijev

PE-Xc/EVOH/PE-Xc
Alati, za postupak spajanja pomicanjem prstenova:
Proširivač cijevi

Alat za ručno prešanje

Postupak spajanja:

Rezanje cijevi na potrebnu mjeru.
Škarama za višeslojne cijevi.

Stavljanje stezne navlake na odrezanu cijev.

Ispravno nataknuti steznu navlaku, kako prikazuje slika lijevo.

Odgovarajućim proširivačem, raširiti rub cijevi, kako bi lakše umetnuli spojnicu.

Umetanje spojnice u proširenje cijevi.

Pomicanje steznog prste uz pomoć ručne preše.
Video - postupak spajanja Teceflex sustavom:

-
Lijepljeni spoj polimerne cijevi
Lijepljenje se također ubraja u nerastavljive spojeve, kojim se spajaju PVC-C, PVC-U i ABS cijevi za provod tople i hladne vode.
Lijepljenjem se spajaju PVC za toplu i hladnu vodu kao i ABS cijevi za bazensku tehniku.
Postupak spajanja:
1. Rezanje cijevi
-
Rezanje cijevi na zadanu mjeru, škarama,
-
Voditi računa da rez bude pod 90° u odnosu na os cijevi.


2. Skošavanje rubova cijevi i skidanje srhova
-
Alatom za žljebljenje rubova cijevi, potrebno je skositi rubove cijevi te ukloniti oštre rubove nastale rezanjem pomoću škara.
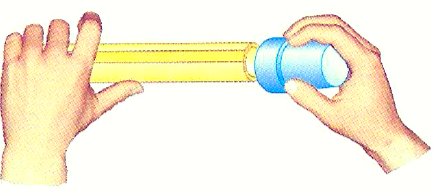


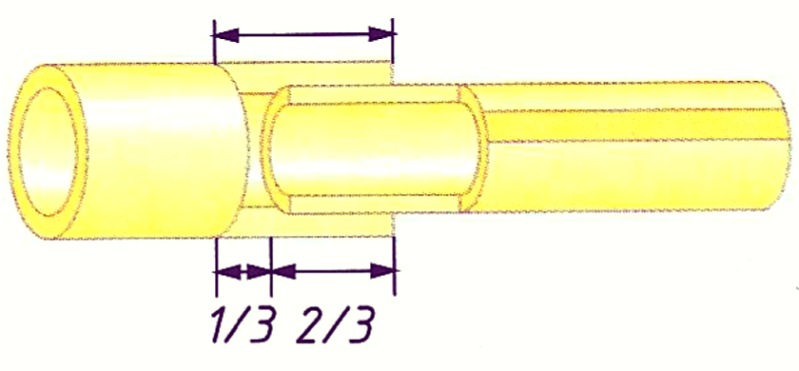
3. Spajanje na "suho"
-
Nakon što smo odrezali cijev, skosili rubove cijevi te uklonili srhove, moramo probati da li cijev bez poteškoća ulazi u spojnicu, cijev i fiting spojiti na "suho".
-
Cijev bi u fiting morala ući bez poteškoća najmanje 2/3 duljine gnijezda fitinga.


4. Čišćenje cijevi i spojnice

Čišćenje spojne površine cijevi.

Čišćenje spojne površine spojnice.
-
prije nanošenja lijepila, spojne površine je potrebno očistiti tj. odmastiti.
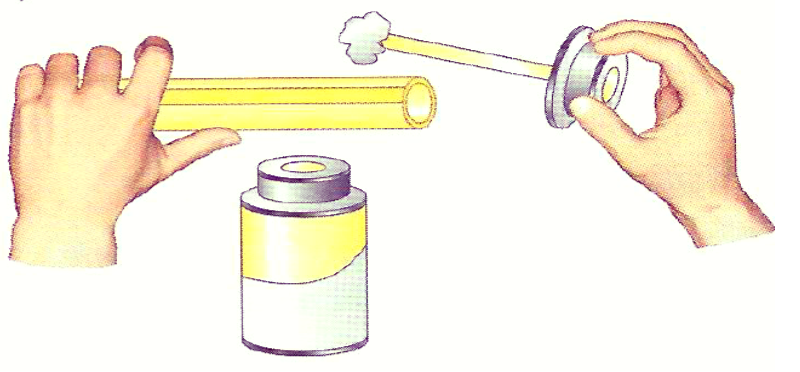
5. Nanošenje prajmera i cementnog ljepila
5.1. Nanošenje prajmera:



-
Prije nanošenja ljepila, nanosimo prajmer.
-
Prajmer nanosimo na spojne površine unutarnju površinu spojnice i vanjsku površinu cijevi.
-
Prajmer se ne nanosi ako spajamo ABS cijevi.
5.2. Nanošenje ljepila:

-
Obilno premazati unutarnju površinu spojnice i vanjsku površinu cijevi.
-
Ljepilo je potrebno nanijeti unutar 5 minuta, nakon nanošenja prajmera.
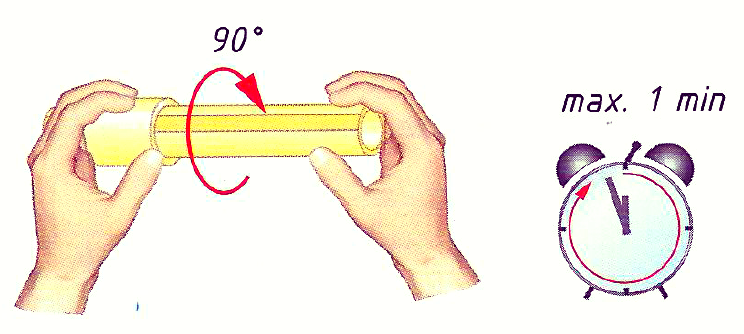
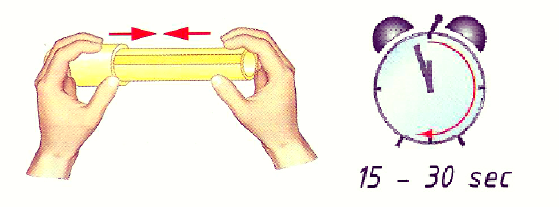
6. Ostvarivanje spoja

-
Nakon premazivanja cementnim ljepilom, potrebno je cijev umetnuti u fiting (spojnicu).

-
Nakon što cijev gurnemo u spojnicu, potrebno ju je zarotirati za 1/4 okreta.
-
Spojene dijelove potrebno je držati 15 do 30 sekundi ne dopuštajući nikakvo pomicanje
Video - lijepljeni spoj polimerne cijevi:

Create Your Own Website With Webador